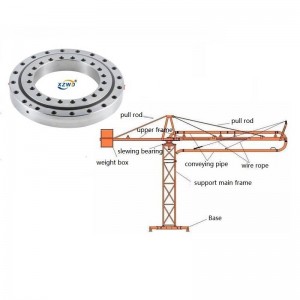
Rodamentos de mesa xiratoria de alta resistencia con aro pivotante externo



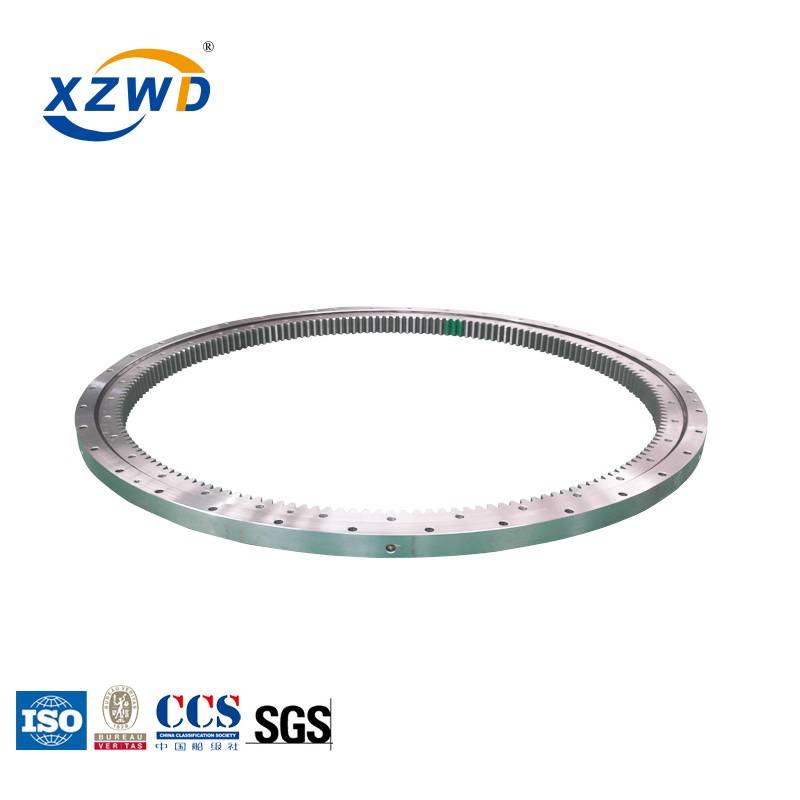

Calculáronse e verificáronse a resistencia ao contacto e á flexión das engrenaxes baixo cargas de fatiga e límite segundo ISO6336-1:2006, ISO6336-2:2006 e ISO6336-3:2006 respectivamente.Sf é 1,48 e a holgura da malla de engrenaxe axústase para o punto máis alto de saída radial dorodamento de girocírculo de paso de engrenaxes.A holgura mínima dos dentes é normalmente de 0,03 a 0,04x módulo, e a holgura da malla de engrenaxes dos engrenaxes do piñón en toda a circunferencia debe ser revisada despois da fixación final dorodamento de giro.
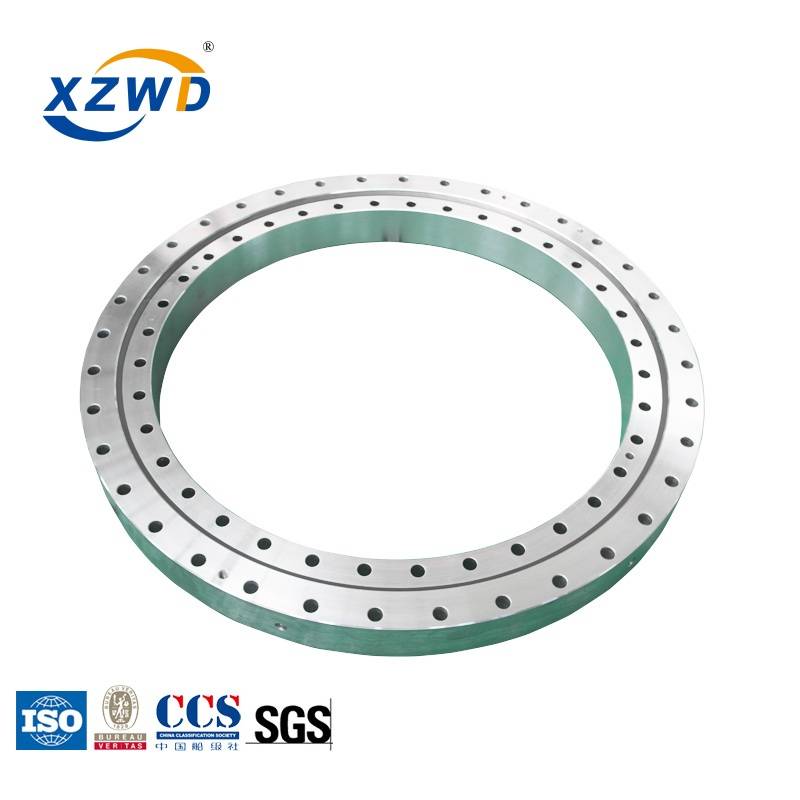
Aro de xiro de bola de contacto de catro puntos dunha soa fila A precisión de mecanizado de bolas internas e a precisión de mecanizado de pistas internas non son altas, ou hai defectos de calidade e falta de aceite lubricante no rolo de rodadura e a colisión do espaciador, afectan directamente ao bo funcionamento do aro de pivote. e ruído, polo que ao comprobar os defectos do aro giratorio, ás veces substituíndo a bola para reducir a frecuencia de fallo.
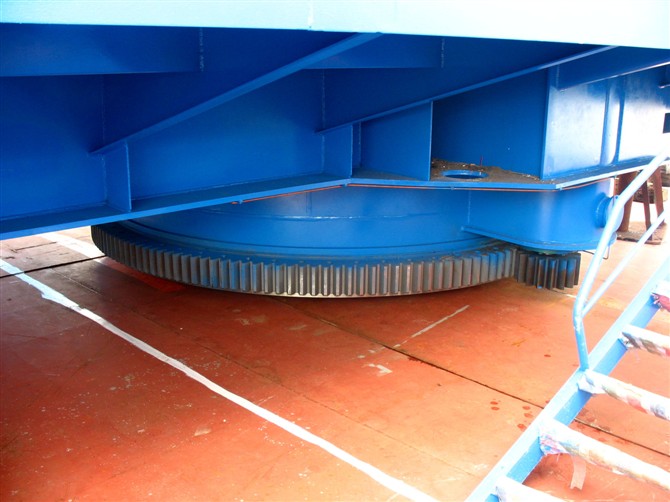
Debido á engrenaxe baixo carga despois dun longo tempo de traballo, haberá un pequeno anaco de metal ou tira de metal preto da liña de paso, picando ou royendo lascas de metal, formación de picaduras ou dentes.A superficie do dente do cojinete de rotación se pica co aumento do tempo de traballo e se expande para que o dano dos dentes da malla do cojinete de giro, o ruído rotatorio da grúa torre e o impacto aumenten, o ciclo de impacto nas partículas metálicas e acelere o desgaste da superficie do dente do aro de giro. formando un círculo vicioso.Ademais, a fabricación e montaxe do motor de arranque no mecanismo do aro de xiro ten os seus propios defectos para producir vibracións de impacto, e o proceso de acoplamento da roda motriz co rodamento de xiro é inestable, o que tamén aumenta a frecuencia de trepidación e ruído de reverberación. decibelios.

Se a calidade da soldadura non está á altura do estándar, o defecto de soldadura debe ser reelaborado e soldado.Na reparación de soldadura, a reparación non só producirá un novo estrés de soldadura e a planitude da superficie de montaxe mecanizada tamén terá un gran impacto, ao mesmo tempo que a corrente de soldadura xerada no rodamento de giro a través do corpo de rolamento interno e da pista de rodadura do anel de orientación tamén terá. causar algún dano.Ademais, os erros de montaxe na montaxe de fabricación, a instalación no campo da rosca do pasador e a precarga do parafuso tamén poden producir ruídos anormais ou vibracións se non se cumpren os requisitos.
As formas principais do aro de orientación son de tipo externo e interno, as engrenaxes grandes e pequenas engranan mal, ás veces axustadas, ás veces soltas, no dente do aro de orientación esgota a posición máxima de malla demasiado axustada produce ruído.Polo tanto, o proceso de fabricación é crítico.O rodamento de giro que acaba de saír da fábrica en ralentí emitirá un son uniforme de rodadura de bola de aceiro, o que é normal.Como no uniforme, o timbre normal acompañado por outro anormalmente grande é anormal.Hai moitas razóns para o fracaso.
1. O noso estándar de fabricación está de acordo co estándar de máquinas JB/T2300-2011, tamén se descubriu que os sistemas de xestión de calidade (QMS) eficientes de ISO 9001:2015 e GB/T19001-2008.
2. Dedicámonos á I + D de rodamentos de xiro personalizados con alta precisión, propósitos especiais e requisitos.
3. Con abundantes materias primas e alta eficiencia de produción, a empresa pode subministrar produtos aos clientes o máis rápido posible e acurtar o tempo de espera dos produtos.
4. O noso control de calidade interno inclúe a primeira inspección, a inspección mutua, o control de calidade en proceso e a inspección de mostraxe para garantir a calidade do produto.A empresa ten equipos de proba completos e métodos de proba avanzados.
5. Forte equipo de servizo posvenda, resolve a tempo os problemas dos clientes, para ofrecer aos clientes unha variedade de servizos.